ru

Наша команда с гордостью предлагает своевременную гарантию и 100% гарантию удовлетворенности клиентов.
Контакт онлайн


Наша команда с гордостью предлагает своевременную гарантию и 100% гарантию удовлетворенности клиентов.
Контакт онлайн  Главная / Новости / Новости компании / Контроль деталей установки электромагнитного многоходового клапана
Главная / Новости / Новости компании / Контроль деталей установки электромагнитного многоходового клапана  2025.04.25
2025.04.25  Новости компании
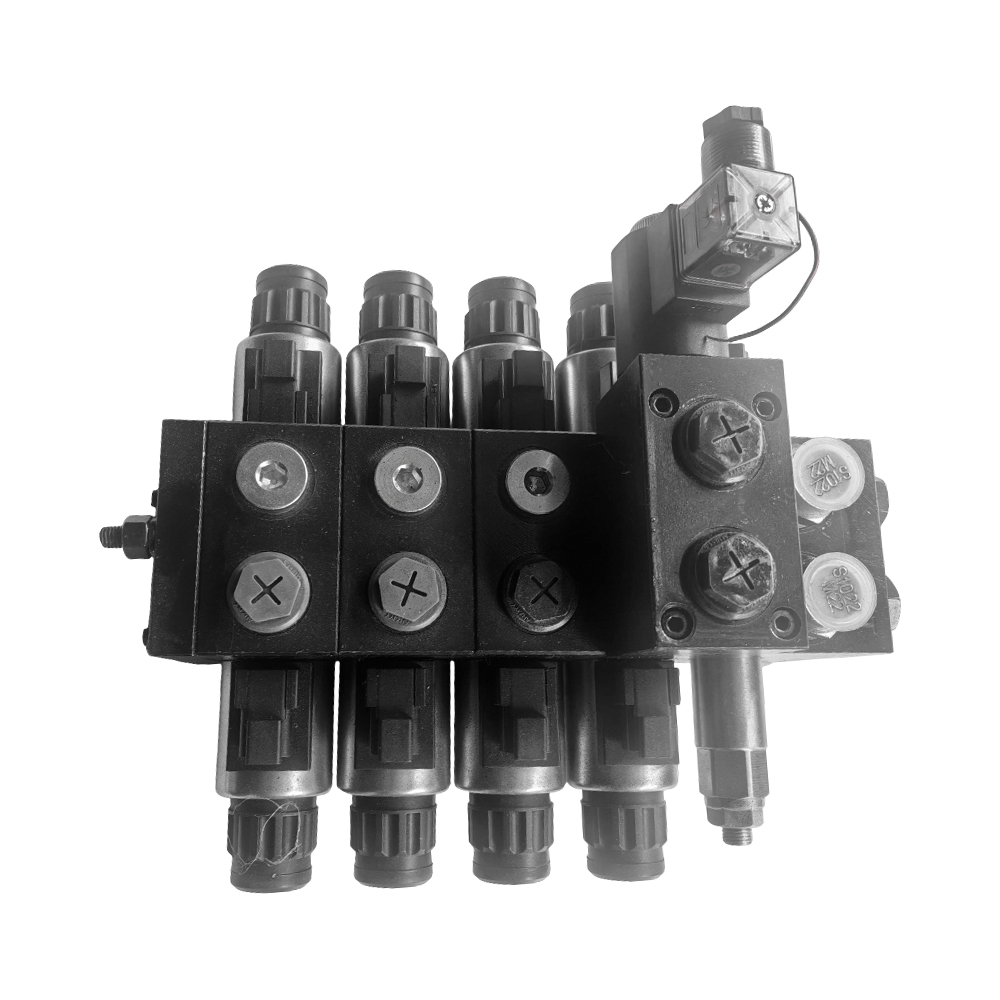
Новости компании Качество установки электромагнитных многоходовых клапанов напрямую влияет на стабильность, скорость срабатывания и срок службы гидравлических систем. Ниже приведены ключевые детали, требующие строгого контроля во время установки, охватывающие предварительную подготовку, этапы установки, точки ввода в эксплуатацию и устранение распространенных проблем:

I. Подготовка к установке
**Проверьте параметры клапана**
Убедитесь, что модель клапана, номинальный диаметр, рабочее давление (номинальное/пиковое давление) и расход соответствуют системе.
Убедитесь, что напряжение и ток электромагнитного клапана (переменный/постоянный) соответствуют параметрам системы управления, чтобы избежать перегорания катушки.
Убедитесь, что функции клапана (функция нейтрального положения, количество золотников) соответствуют проектным требованиям (например, тип O, тип Y, тип P и т. д.).
**Очистка трубопроводов и масла**
Используйте газ под высоким давлением или специальное промывочное оборудование для удаления сварочного шлака, железных опилок и других загрязнений из труб (рекомендуется уровень чистоты NAS 1638, класс 7 или выше).
Новое масло необходимо отфильтровать (фильтрующий элемент 5–10 мкм), чтобы предотвратить засорение сердечника клапана твердыми частицами.
**Осмотрите уплотнения**
Убедитесь, что материалы уплотнительного кольца и прокладки (например, NBR, FKM) совместимы с гидравлическим маслом (минеральное масло/водогликоль и т. д.).
Перед установкой нанесите на уплотнения небольшое количество гидравлического масла, чтобы предотвратить разрыв.
II. Ключевые детали во время установки
Крепление и соединение корпуса клапана
Плоскостность монтажной поверхности: Шероховатость монтажной поверхности блока клапанов или опорной плиты должна быть ≤Ra 0,8 мкм, а плоскостность ≤0,01 мм/100 мм, чтобы избежать утечек или деформации корпуса клапана.
Последовательность затяжки болтов: Затягивать поэтапно по диагонали (например, увеличивая момент затяжки в 2-3 этапа), соблюдая значения крутящего момента, предусмотренные производителем (перетягивание приведет к деформации гидроблока).
Выравнивание масляного порта: убедитесь, что входное и выходное отверстия совмещены с трубопроводом; не тяните с силой соединение трубопровода.
Проводка электромагнитного клапана
Используйте экранированные кабели для уменьшения помех; убедитесь, что клеммы надежно обжаты.
Диапазон колебаний напряжения катушки должен контролироваться в пределах ±10% (например, 21,6–26,4 В для системы постоянного тока 24 В).
Если узел клапана имеет пилотное управление, давление масла в контуре пилотного клапана необходимо проверять отдельно (обычно 0,3–0,5 МПа).
Обработка порта слива масла
Отдельный порт для слива масла (если применимо) должен возвращаться непосредственно в масляный бак, а в трубопроводе не должно быть противодавления; в противном случае сердечник клапана может не выполнить сброс.
Трубка слива масла в идеале должна располагаться ниже места установки корпуса клапана, чтобы избежать сифонирования.
III. Отладка и проверка
Тест без нагрузки
Сначала ненадолго запустите мотор и понаблюдайте за правильностью вращения масляного насоса, чтобы исключить попадание воздуха в систему.
Вручную нажмите на сердечник клапана (если имеется механическое аварийное устройство), чтобы проверить плавность работы привода.
Тест включения питания
Последовательно включите каждую цепь и прислушайтесь к четкому звуку при переключении электромагнитного клапана (глухой звук указывает на заклинивание).
Измерьте повышение температуры катушки; повышение температуры ≤40℃ после 1 часа непрерывной работы является нормальным.
Нагрузочный тест
Постепенно увеличьте давление в системе до номинального значения и проверьте на наличие утечек все соединения корпуса клапана.
Проверьте время отклика на переключение (обычно ≤0,1 с) и повторяемость.
IV. Распространенные проблемы и решения
Проблема | Возможная причина | Решение
Золотник клапана не меняет направление | Перегорание катушки соленоида/недостаточное напряжение | Замените катушку, проверьте стабильность питания.
Большая внутренняя утечка | Износ/загрязнение и заклинивание золотника клапана | Разобрать, очистить или заменить золотник клапана.
Система вибрации и шума | Трубопроводный резонанс/гидравлический удар | Добавьте аккумулятор или отрегулируйте демпфирующее отверстие.
Задержка переключения | Вязкость масла слишком высокая/недостаточное управляющее давление | Замените подходящее масло или отрегулируйте управляющее давление.
V. Рекомендации по техническому обслуживанию
Регулярный осмотр: проверяйте момент затяжки болтов корпуса клапана и состояние уплотнений каждые 500 часов.
Контроль загрязнения: Заменяйте фильтрующий элемент каждые 2000 часов; поддерживать чистоту масла на уровне ISO 4406 18/16/13.
Запасы запасных частей. Уделяйте первоочередное внимание складированию соленоидных катушек и уплотнений, чтобы свести к минимуму время простоя.
Совет: Для сложных многоходовых клапанов (таких как пропорциональные клапаны, клапаны, чувствительные к нагрузке) для калибровки параметров рекомендуется использовать программное обеспечение производителя для ввода в эксплуатацию. Если система часто дает сбои, необходимо проверить, не снижается ли производительность клапана из-за слишком высокой температуры масла (>65℃) или окисления масла.
Рекомендуемые продукты

Контактная информация.
+86-159 9623 5291
№ 5, Chuangye Road, промышленный парк Нианду, город Мааньшань, провинция Аньхой, Китай
МОБИЛЬНЫЙ QR-КОД